Erläuterung der Entwicklungsmethode, des Wertes und der Leistungsergebnisse für die neueste Generation einer in Kernschießmaschinen integrierten Hocheffizienzheizung sowie einer Finite-Elemente-Methode (FEM) zur Verbesserung der Leistung des integrierten Konstruktionskonzepts. Die Resultate zeigen, dass bedeutende Ergebnisse bei der Verbesserung der Aushärtungseffizienz in der Kernherstellung, der Reduzierung des Energieverbrauchs und der Einsparung von Katalysatormaterial erzielt wurden.
VON YANG LINLONG, XU LEILEI, SUZHOU, CHINA
Einführung
Der Gasgenerator (einschließlich Gasheizung, abgekürzt Heizung) der traditionellen Kernschießmaschine, die in der Gießerei-Industrie weit verbreitet ist, wird in der Regel getrennt von der Maschine installiert. Seine Hauptfunktion ist es, Hochtemperaturgas oder katalytisches Gas durch Schläuche oder Rohrleitungen zur Begasungshaube und zum Kernkasten zu leiten, was zur Aushärtung des Sandkerns führt.
Basierend auf der Erforschung des anorganischen und organischen Kernhärtungsprozesses ist die Verbesserung der Fähigkeit der Heizung, kontinuierlich Hochtemperaturgas zu liefern, eine bekannte Herausforderung. Unter Berücksichtigung des Status quo und der damit verbundenen Probleme kann die Entwicklung von Hochleistungsheizungen zur Effizienzerhöhung und zu Energieeinsparungen auf hohem Niveau führen.
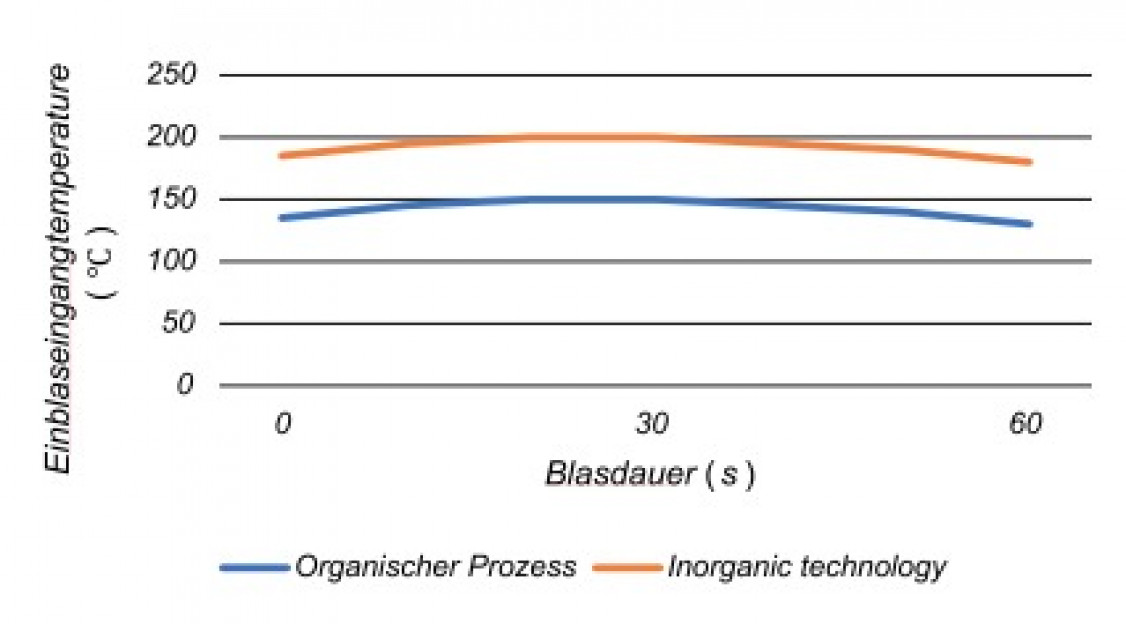
Mit der aktuellen Technologie hat das Hochtemperaturgas einen langen Transportabstand, einen großen Temperaturverlust (bis zu 60% oder mehr), einen hohen Energieverbrauch und eine schlechte Stabilität. Insbesondere unter den Bedingungen des anorganischen Aushärtungsprozesses kann die Temperatur nicht garantiert werden, was zu einem geringen Aushärtungsgrad und hohem Energieverbrauch führt.
Statusanalyse
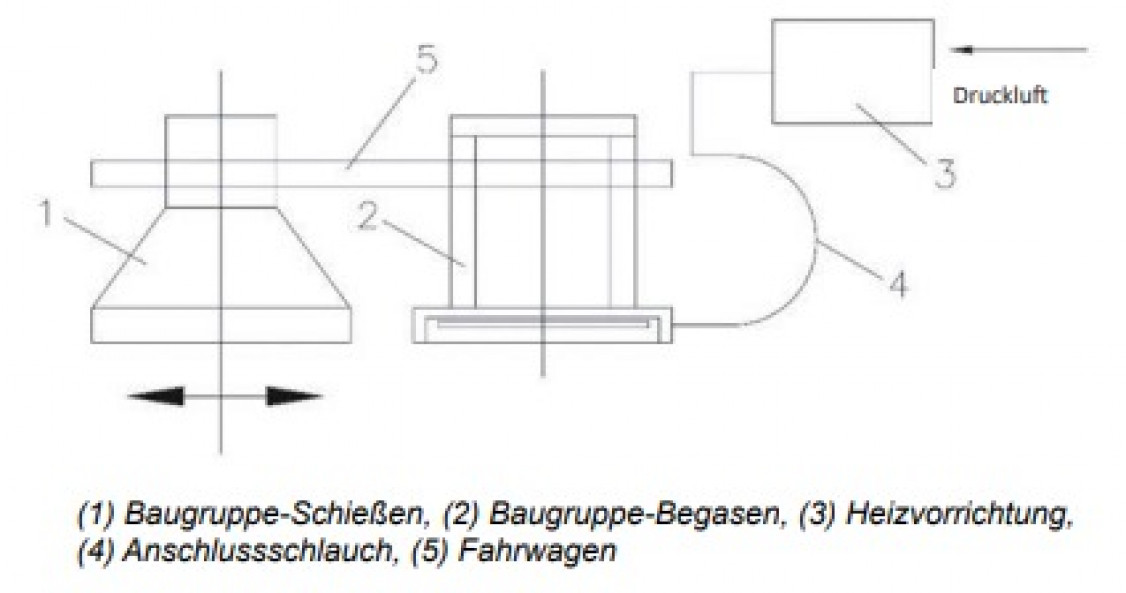
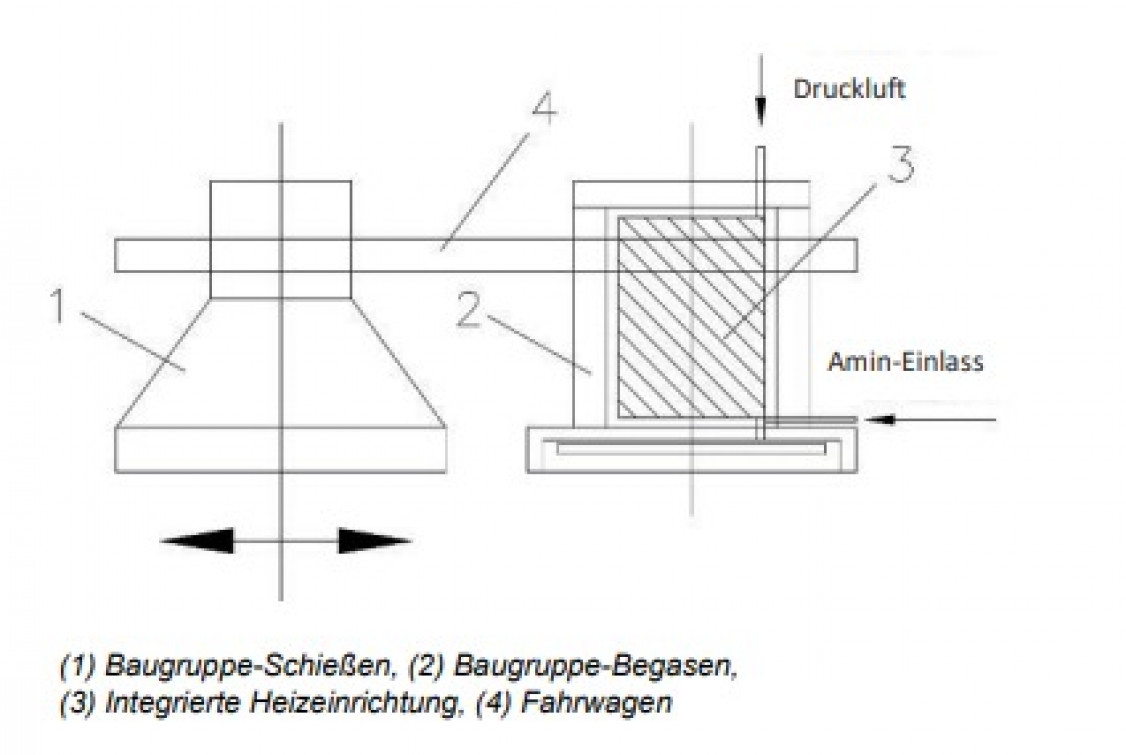
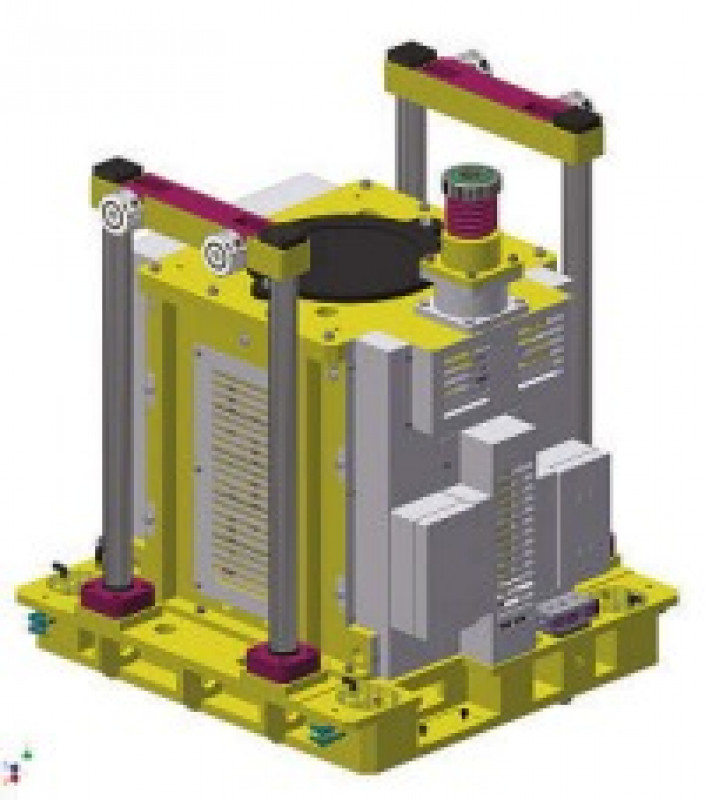
Das schematische Diagramm, der traditionellen Lösung, ist in Bild 1 dargestellt. Es zeigt den Aufbau der oberen beweglichen Baugruppen in der Kernschießmaschine. Die Heizung wird so nah wie möglich an die Kernschießmaschine positioniert, sie wird vorzugsweise am oberen Maschinenrahmen befestigt. Die heiße Luft oder das katalytische Gas wird unter einem vorgegebenen Druck an die Begasungshaube geliefert, was zur Aushärtung des Sandkernes führt. Die traditionelle Lösung ist in folgende Elemente aufgeteilt, die mit der Skizze in Bild 1 abgeglichen werden können: 1. Baugruppe-Schießen, 2. Baugruppe-Begasen, 3. Heizvorrichtung, 4. Anschlussschlauch, 5. Fahrwagen.