Produktionsunabhängiges Wärmesystem
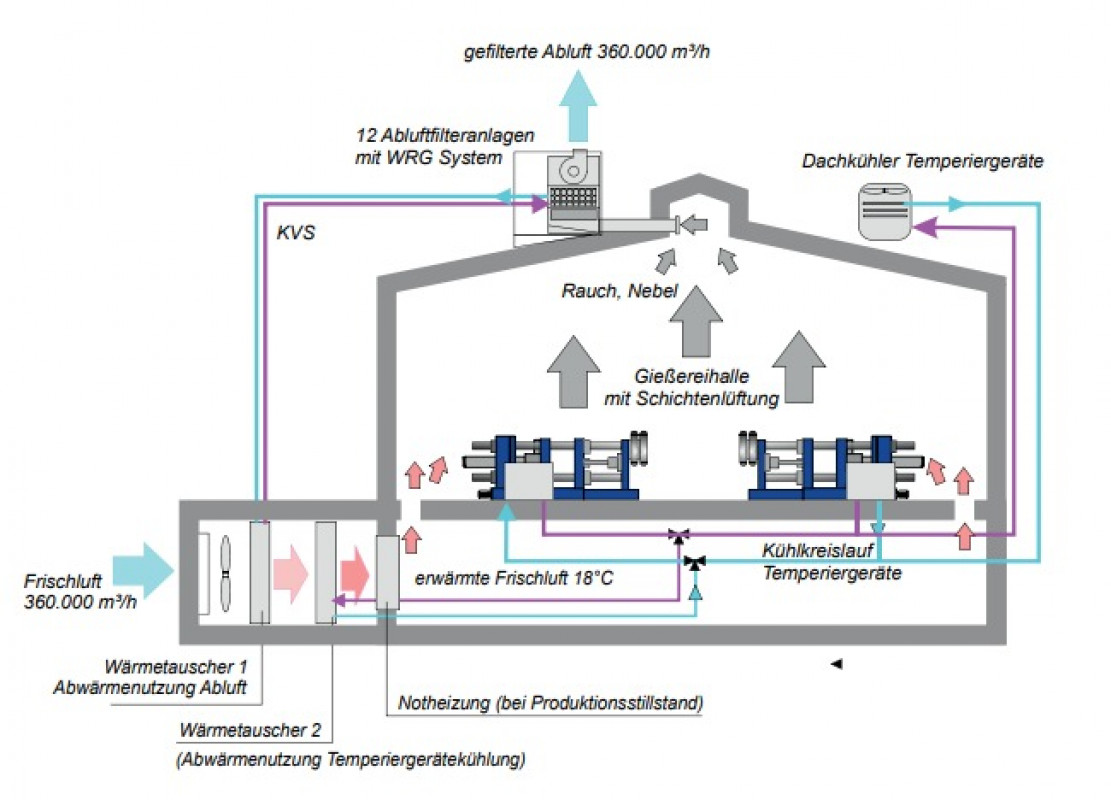
Parallel erwärmt ein weiteres, in sich geschlossenes System zusätzliche 120.000 m³ Frischluft. Vier der zwölf Filtersysteme auf dem Dach sind nicht an den großen Hydraulik-Kreislauf angeschlossen, sondern bilden ein eigenes System, um auch bei Produktionsstillstand, wie zum Beispiel in Ferienzeiten, die Halle vor Frost zu schützen.
Auch hier wird die von außen zuströmende Luft zunächst auf ca. 11 °C erwärmt, doch der zweite Wärmetauscher unterscheidet sich von dem des größeren Systems. Er läuft nicht ausschließlich über erwärmtes Kühlwasser, sondern kann auch mit konventionell erwärmtem Wasser betrieben werden.
Ökonomie und Ökologie: kein Widerspruch
Die Gießerei wird an fünf Arbeitstagen pro Woche mit einer täglichen Betriebsdauer von 24 Stunden betrieben. Die Heizperiode in den Wintermonaten beträgt im Durchschnitt 12 Wochen, womit der Rechnung 1440 Stunden zugrunde gelegt wurden. Durch die hohe Rauchbelastung findet in der Gießerei ein 13-facher stündlicher Luftwechsel statt. Das entspricht einer Luftförderung von 360.000 m³. Bei Einsatz einer herkömmlichen gasbetriebenen Hallenheizung würden die Heizkosten für diese 12 Wochen rund 36.000 € betragen. Im Gegensatz dazu liegen die Betriebskosten des KMA-Ultravent-Filter- und Wärmerückgewinnungssystems bei nur ca. 5900 €. Diese setzen sich zusammen aus dem elektrischen Energieverbrauch für Ventilatoren, Pumpen und Reinigungssystem. Das KMA-System spart damit im Vergleich fast 84 Prozent der jährlichen Heizkosten ein. Gleichzeitig profitiert die Umwelt von reiner Luft, da die öligen Rauch- und Aerosolsubstanzen herausgefiltert werden.
Noch eindrucksvoller aber ist der Öko-Effekt der bei STIHL eingesetzten Wärmerückgewinnung. Während eine konventionelle Heizung unter den genannten Einsatzbedingungen zu einer jährlichen CO2-Belastung von etwa 363 Tonnen führen würde, liegt der Carbon-Footprint unter Verwendung eines KMA-Filtersystems bei nur 55 Tonnen, das bedeutet 85 Prozent weniger CO2-Ausstoß. Und die Einführung einer CO2-Steuer wird diese Schere noch weiter öffnen, denn seit 2021 sind 25 Euro pro Tonne CO2 fällig, die sukzessive steigt und 2025 schon bei 55 Euro liegen wird.
Zusammenfassung
Die nachhaltige Behandlung von Produktionsabluft ist eine große Herausforderung für alle Akteure der Druckguss-Industrie. Das breite Spektrum an kundenspezifischen Parametern und lokalen Gegebenheiten führt zu maßgeschneiderten Lösungen, die Gießereien weltweit einen hohen Umweltstandard ermöglichen. Die Firma KMA bietet seinen Kunden ein energieoptimiertes Filtersystem, zugeschnitten auf die individuellen Belange der Gießerei und auf lokale Rahmenbedingungen. Das von KMA entwickelte Ultravent-System beinhaltet alle Bausteine zur Abluftreinigung und Wärmerückgewinnung. Es verbindet Umwelt- und Klimaschutz mit handfesten Betriebskostenvorteilen für die Gießerei. Das Beispiel der bei der Firma STIHL betriebenen Anlage zeigt, dass führende Druckgusshersteller Maßnahmen ergriffen haben, um eine nachhaltige Abluftreinigung an allen ihren Produktionsstandorten zu gewährleisten.
www.kma-filter.de